

 扫一扫
扫一扫
新物通物资有限公司专注从事 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、的设计、经销、安装及技术服务。为客户提供满意的方案配置、咨询提供、技术支持等一系列超值的价值与服务;公司主营产品: 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、。本着对客户热忱的服务、优异的品质和不断革新的理念、并配置各种先进的专业设备,确保我们有能力提供富有竞争力的产品和服务。


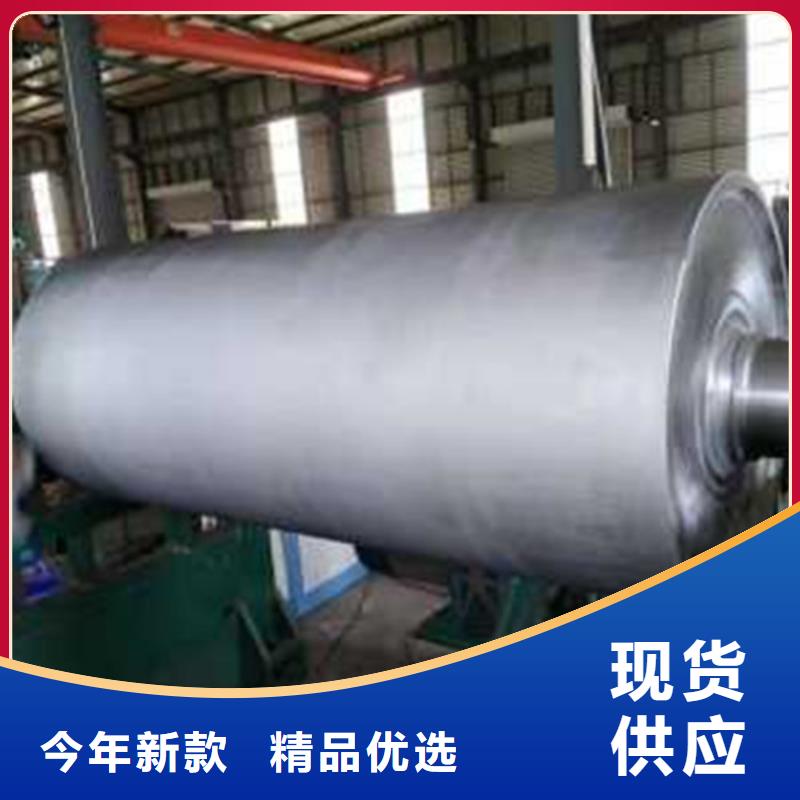
轧辊是轧机的重要部件,按照轧机类型可分为领带轧机轧辊、型钢轮机扎辊和钢管轧机轧辊三大类。
板带轧机轧辊的辊身呈圆柱形,热乾板带轧辊的辊身凹,当受热膨胀时,可保持较好的扳形;冷轧板带轧辊的辊身呈凸,当它受力弯曲时可保证良好扳形;型钢轧机轧辊的辊身上有轧槽,根据型钢轧制工艺要求,安排孔型。钢管轧制中采用斜轧原理轧制的轧辊有圆锥形、腰鼓形或盘形。
轧辊按辊团硬度可分为:
(1)软辊;肖氏硬度约为30一40,用于开坯机、大型型钢轧机的租轧机等。
(2)半硬辊:肖氏硬度约为40一60,用于大型、中型、小型型钢轧机和钢板轮机的租轧机。
(3)硬面辊:肖氏硬度约为60一85,用于薄板、中板、中型型钢和小型型钢轧机的稿轧机及四辊轧机的支撑辊。



6)良好的抗热裂性。高速钢由于其特有的组织特点,能有效的抑制裂纹的形成和扩展。在实际使用中发现,高速钢轧辊的确具有比高铬铸铁轧辊更好的抗热裂性。因此若发生一般的生产事故,可以通过正常磨削量或附加很小的磨削量就可以消除事故带来的影响,使处理过程更为简化,并且也节约成本。
7)良好的耐磨性。与半钢、高铬铸铁和高镍铬无限冷硬铸铁轧辊相比,高速钢轧辊轧制吨位大幅度提高,F1-F4机架约为10000t,F5机架约为6000t,显示高速钢轧辊具有良好的耐磨性。高速钢轧辊轧制吨位的增加,导致其辊耗明显下降,在相同轧钢条件下,高速钢轧辊的辊耗在F1机架是高铬铸铁轧辊的1/5,F2机架是高铬铸铁轧辊的1/7,F4机架是高镍铬无限冷硬铸铁轧辊的1/13,F5机架是高镍铬无限冷硬铸铁轧辊的1/8。



9、冷轧机工作前应补充给冷却液、润滑液。
10、经常检查轧辊组,轧片是否松动。
11、装换辊片时需将两组轧辊头分离一定距离,并且每组辊片之间应有一定间隙后才可装取轧辊组。
12、润滑剂、冷却液应经常补足。
13、每次更换轧辊片时,应清洗机架及轧辊组进出孔内的铁屑等杂物。
14、作业中避免钢筋打结或乱线。
一、是正确判断使用次数。高速钢轧辊两次磨削之间的使用次数,取决于每次下机后辊面氧化膜和粗糙度保持状况。在正常情况下,前段机架可使用3次~7次,后段机架可使用2次~4次,CPC高速钢轧辊甚至可以使用10次以上。
二、是利用辊面探伤手段避免轧辊失效事故。高速钢轧辊下机后须立即进行水冷或空冷,确保下次使用前消除热膨胀。高速钢轧辊易萌生热裂纹,如遇轧制异常停机须要立即更换高速钢轧辊。为了避免轧辊剥落等失效事故,轧辊冷却后应采用超声波探伤仪进行辊面裂纹检测。



技术支持:81940.com